-

烟台宏健测控设备有限公司
主营:食用油灌装机,称重式灌装机,软包装灌装机 - 13256988170

烟台宏健测控设备有限公司
主营:食用油灌装机,称重式灌装机,软包装灌装机 9
9
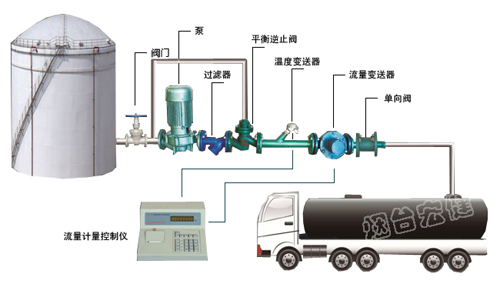
软包装灌装机按灌装头数目可分为单头和双头两种;按自动化水平可分为手动和半自动两种。其中果汁软包装灌装机需要由人工启盖,人工放袋,自动灌装,人工放盖,人工压盖,灌装环节比较繁琐,灌装效率较低。果汁软包装灌装机采用较新微电子技术,较先进的气动元件,较精确的液体流量计量技术及真空回吸技术,启盖、灌装、上盖、压盖一系列动作自动完成,无冒溢,无滴漏,确保包装袋不受灌装介质污染,较大地提高了灌装效率和灌装准确度。 我公司生产的果汁软包装灌装机在国内处于良好水平,采用*特的信号处理技术及大范围温度跟踪、密度补偿技术,确保计量结果不受温度的影响,从而彻底保证对液体介质的高精度动态计量,计量准确度优于0.2%,满足贸易结算的要求。 控制单元采用西门子PLC,功能完善,性能稳定,工作可靠;人机界面采用彩色触摸屏,全汉字显示,操作简单。 果汁软包装灌装机结构合理,操作简单,性能稳定可靠,安装、调试、维护方便,可广泛应用于植物油、润滑油、酒类、饮料等行业。 果汁软包装灌装机性能技术指标 1. 灌装准确度:≤0.2%; 2.灌装量可自由设置:0.1—99.99Kg; 3.灌装能力:≥120袋/小时(按单头灌装,每袋20L计算); 4.工作电压:AC220V,50Hz; 5.整机功耗:1.1kW; 6.计量方式:质量或体积可任意转换; 7.温度跟踪范围:0—60℃; 8.数据保护期限:大于10年; 9.可现场实液校验,便于用户自行校验; 10.采用防滴漏油嘴,杜绝灌装完毕油嘴滴油现象; 11.采用真空回吸技术,将油嘴残液吸回储油罐; 12.采用内置泵或外置泵供液系统,提高灌装效率; 13.配用气源压力:0.60--1.2MPa; 14.工作压力:0.4--0.7MPa